
分析造成聚丙烯挤压造粒机换网器故障原因及具体解决措施
聚丙烯生产车间,挤压造粒机换网器过滤网前后压差升高,需要更换滤网。在换网器滑板由工作位置切换到旁路位置时,滑板发生严重卡滞,技术人员开车指导要求提高液压油压力再动作一次,滑板被拉动。但滤网支架上面护圈板的上半圆周部分被进料口内孔剪切破坏,安装在进料口上面与滑板配合的紫钢密封垫也被划伤。将滤网支架从滑板内取出后,发现轴向定位销在项部产生弯曲。并且顶端被剪切掉2mm。
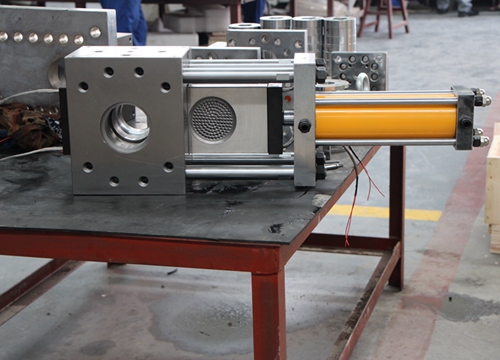
换网器结构如图2所示,共有12支滤芯由护圈板固定,安装在滤网支架内,滤网支架安装在滑板内孔里(安装到位后,护圈板表而比滑板表面略低2mm,分别由台肩和定位销确保轴向定位。为了实现在线换网,滑板内同时安装两组滤网支架,滑板由液压油缸动可以在两个位置平移切换,紫铜密封垫与滑板紧密贴合防止树脂外漏。聚丙烯粉料由挤压机螺杆混炼、挤压、熔融并经过滤网过滤掉杂质后,通过模板束状挤出,再由切粒机切成粒状料。
由于定位销产生弯曲并且顶部被剪切掉2mm,分析滤网支架曾经受过巨大的由下游指向上游的轴向力,销子被剪断后,滤网支架失去轴向定位,在此轴向力的作用下,滤网支架在滑板孔内产生微倾,造成护圈板的上半部分突出滑板表面,进入紫铜垫里圈内,当滑板平移时,护圈板卡在紫铜垫里圈内,造成滑板不能平滑移动,终滑板被液压缸强行拉出,导致护圈板和钢垫损坏。
针对上述郑州巴特技术人员给出以下措施:(1)挤出机开机过程中先开启真空系统,在挤压机抽真空口处建立起-5-3kPaG的真空(过高的真空度容易造成抽真空口堵塞),确认彻底清除掉树脂内夹带的气泡后,再向挤出机模板进料。(2)模板孔进料必须充分并且得到确认。(3)磨刀操作前,必须将开车阀切换到切断位置,以确保隔断的树脂在滤网支架上游仍保持0.8MPa的背压。(4)磨刀过程随时监测滤网后压力,如果该压力升到1.4MPa左右(此时滤网前后有0.6MPa的压差,这个值对于销子来说是安全的),即停止磨刀,重新进行模板进料束状挤出,并确认彻底排除底部可能的存水后,再次进行磨刀操作。(5)磨刀完毕后,在重新向模板进料束状挤出前,不允许切换换网器。郑州换网器厂家:www.battehwq.com
| 24小时热线 : | 0371-67993077 点击拨打 |
| 我们也在这里 : |
|
扫描下方的二维码或直接搜索
yt4006596666
即可关注郑州巴特官方微信号

长按二维码,保存图片后用微信扫一扫即可关注